

VASOS DE PRESSÃO
Equipamentos que contém fluídos sob pressão interna ou externa, são classificados em categorias A, B, C e D conforme classe de fluído contido nos mesmos e o potencial de risco de cada equipamento.
Itens obrigatórios
Válvula de segurança ou outro dispositivo de igual função, com pressão de abertura ajustada para a Máxima Pressão de Trabalho Admissível – PMTA, deverá ser instalada diretamente no vaso ou sistema que o inclui, considerando os requisitos de projetos relativos a aberturas escalonadas e tolerância de calibração.
Vasos de pressão submetidos a vácuo (pressão negativa), deverão dotar de dispositivos de segurança ou outros meios previstos em projetos; porém se o mesmo também for submetido à pressão positiva, deverá atender as especificações do parágrafo anterior.
Sistema de segurança (define formalmente os meios para evitar o bloqueio inadvertido ou dispositivo físico associado a sinalização de advertência) objetiva realizar o procedimento de bloqueio advertido de dispositivos de segurança como válvulas de forma procedimentada e comunicada.
Instrumentos que indique pressão de operação, deverão ser instalados diretamente no vaso de pressão.
IDENTIFICAÇÃO
Todo vaso de pressão deverá ter fixado em seu corpo placa de identificação indelével com as seguintes informações: fabricante; número de identificação; ano de fabricação; pressão máxima de trabalho; pressão de teste hidrostático de fabricação; código de projeto e ano de edição.
Informações como categoria do vaso, poderá ser identificado na mesma placa ou no corpo do equipamento.
DOCUMENTAÇÃO OBRIGATÓRIA
Prontuário – documento fornecido pelo fabricante informando o código de projeto e ano de edição; especificações dos materiais; procedimentos utilizados na fabricação, montagem e inspeção final; metodologia para estabelecimento da pressão máxima de trabalho admissível – PMTA; desenhos e dados necessários para monitorar sua vida útil; pressão máxima de operação; registro do teste hidrostático; características funcionais, dados dos dispositivos de segurança, ano de fabricação e categoria do vaso atualizados pelo empregador sempre que alterados os originais.
Registro de Segurança – este documento deverá ser constituído por livro de páginas numeradas ou sistema informatizado com segurança da informação onde serão registradas ocorrências importantes capazes de influir nas condições de segurança e ocorrências de inspeção de segurança inicial, periódica e extraordinária, constatando a condição operacional do vaso, nome e assinatura do Profissional Habilitado – PH.
Projeto de alteração ou reparo – este item se aplica quando as condições de projeto forem modificadas ou quando reparos realizados comprometer a segurança. Essas alterações deverão ser atualizadas nas placas de identificação dos equipamentos.
Relatórios de inspeção – este documento deverá ser realizado em páginas numeradas ou sistema informatizado com segurança de informação. Nele deverá conter a identificação, categoria e tipo do vaso de pressão; fluídos de serviço, tipo de inspeção executada; data de início e término da inspeção; descrição das inspeções; exames e teste executados; registros fotográficos das anomalias dos exames internos do vaso; resultado das inspeções e intervenções executadas recomendadas e providencias necessárias; parecer conclusivo sobre a integridade do vaso; data da próxima inspeção de segurança; nome legível; assinatura e registro do profissional habilitado.
Certificados de Calibração – os dispositivos de segurança deverão ser calibrados e o certificados de calibração deverão compor o registro de segurança do equipamento.
SISTEMA ELETRÔNICO
O profissional que utilizará este sistema para registrar as inspeções dos equipamentos, deverá ter assinatura eletrônica validada por uma Autoridade Certificadora – AC.
INSPEÇÃO DE SEGURANÇA
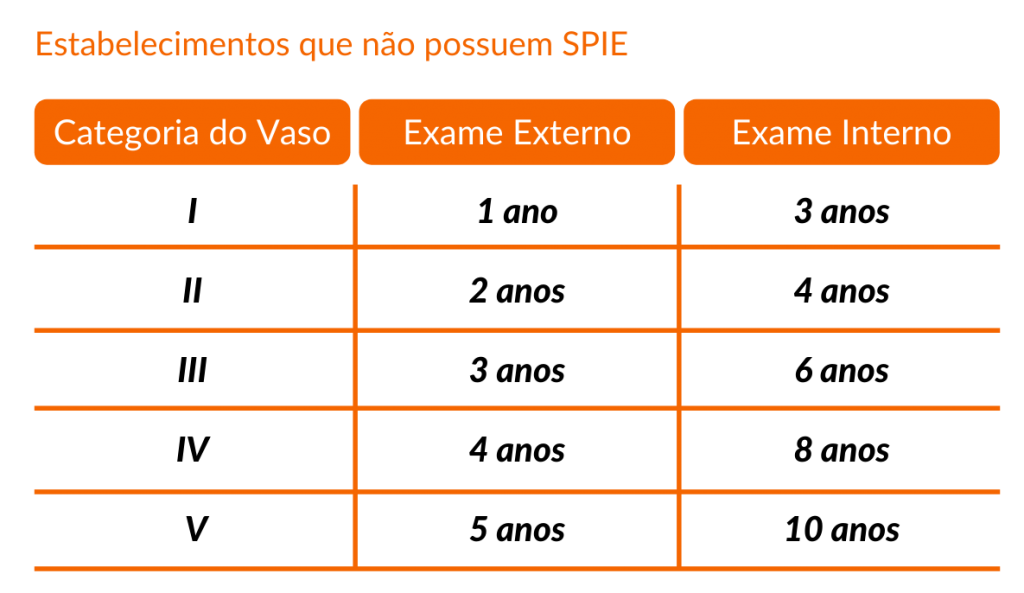
Os prazos determinados para as inspeções, diferenciam para empresas que possuem o Serviço Próprio de Inspeção de Equipamentos – SPIE.
Estabelecimentos que não possuem SPIE
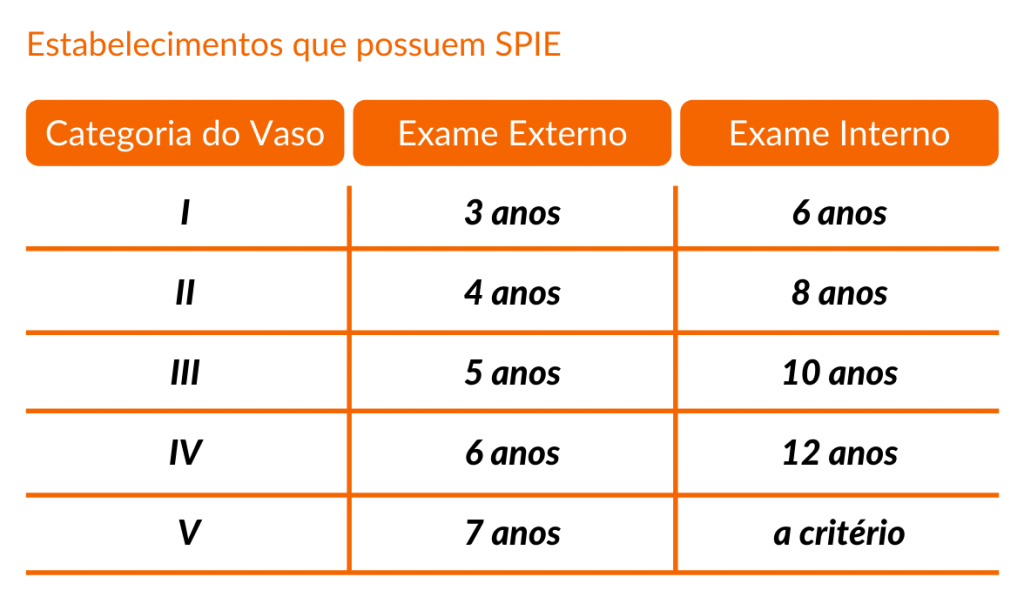
Estabelecimentos que possuem SPIE
Fonte: https://enit.trabalho.gov.br/portal/images/Arquivos_SST/SST_NR/NR-13.pdf
As válvulas de segurança dos vasos de pressão devem ser desmontadas, inspecionadas e calibradas com prazo de adequação não superior a inspeção periódica interna do equipamento.
O relatório de inspeção deverá ser emitido por Profissional Habilitado – PH e compor o registro de segurança.
Separamos a implantação desta norma em 6 etapas de trabalho para melhorar a visualização por todas as pessoas envolvidas no processo.
RELAÇÃO DE MÁQUINAS E EQUIPAMENTOS
Na última atualização da Norma em julho de 2019, o inventário de máquinas e equipamentos foi substituído por uma relação de máquinas com informações importantes como: nome, fabricante, modelo, local de instalação, foto atualizada e principalmente o tagueamento (máquina deverá ser etiquetada com a numeração de controle da empresa).
APRECIAÇÃO DE RISCOS
Segundo a NR 12 do MTE., a apreciação de risco, é o processo completo que compreende a análise de risco (combinação da especificação dos limites da máquina, identificação de perigos e estimativas de risco) e avaliação de risco (julgamento quanto os objetivos de redução de riscos).
Este documento elaborado por profissional habilitado, objetiva fornecer um diagnóstico sobre condições de segurança, limites das máquinas, identificação dos perigos e estimativas de riscos, através de informações indispensáveis para avaliação dos riscos.
Na prática os ricos de acidentes, serão avaliados a partir de dispositivos de emergência, acionamento de partida e parada, dispositivos de segurança, proteções físicas e instalações elétricas.
A avaliação de risco deverá ser individual para cada risco identificado. A metodologia utilizada neste processo é a prevista pela ABNT ISO 12100:2013 HRN (Hazard Rating Number) que traduzido para o português, significa número de classificação de perigo.
As máquinas também deverão ser avaliadas conforme metodologia ABNT NBR 14153 – Segurança de Máquinas – Partes de sistema de comando relacionados à segurança – Princípios gerais de projeto. Esta metodologia categoriza as máquinas de 1 a 4, sendo a categoria 4 a de maior risco. Essa categorização visa ponderar medidas de segurança adequadas ao risco, evitando custos desnecessários.
Portanto, destacamos que o projeto de adequação das máquinas, inicia a partir deste documento que informará as ações que a empresa deverá providenciar.
CRONOGRAMA DE ADEQUAÇÃO
O cronograma de adequação deverá fazer parte da apreciação de risco, porém deverá ser validado pelos responsáveis da empresa priorizando a categoria de maior risco. Para esta etapa os prazos para adequação foram expirados, porém a secretaria de inspeção do trabalho – SIT poderá aceitar a adequação em um ano. O processo de fiscalização pode variar, mas geralmente seguem com notificação, autuação, interdição ou termo de ajuste de consulta – TAC.
Portanto, o quanto antes a empresa iniciar o processo de gestão desta Norma, poderá ganhar tempo para o cumprimento total dos requisitos.
ADEQUAÇÃO DAS MÁQUINAS
As adequações deverão iniciar pelo layout da máquina, vias de acesso, áreas de circulação, sinalizações de segurança, manuais de instruções entre outros.
Nesta etapa uma vez definido o posicionamento das máquinas a empresa deverá garantir espaço adequado para operação, abastecimento e manutenção do equipamento. Este espaço deverá garantir o trabalho seguro contemplando também eliminar os riscos ergonômicos criados pela falta de espaço.
Com layout definido, áreas demarcadas e riscos identificados, a empresa poderá iniciar a adequação das máquinas com projetos mecânicos/elétricos/pneumáticos/automação/entre outros, conforme recomendado na “apreciação de riscos”. Os projetos deverão ser validados com a emissão de anotação de responsabilidade técnica – ART.
CAPACITAÇÃO DE TRABALHADORES
Não é somente os operadores de máquina que deverão ser capacitados para tal atividade, incluem-se nesta capacitação os funcionários do setor de manutenção ou qualquer trabalhador que possa interagir com a máquina mesmo que de forma eventual.
A capacitação é composta por treinamento prático e teórico sendo que a prática é importante ser realizada através do procedimento operacional, documento este, que deverá ficar à disposição de qualquer trabalhador para ser consultado em caso de dúvidas.
Documentos como manuais de instrução, procedimentos operacionais (elaboração ou revisão) e a própria apreciação de riscos deverão ser analisadas tecnicamente para compor o treinamento prático. Parece estranho o treinamento prático ser auxiliado por procedimentos, mas é assim que funciona, o procedimento é a base de informações, o empregado deverá segui-lo na íntegra. Importante revisa-lo periodicamente e sempre que houver qualquer tipo de ocorrência.
GESTÃO
É importante a empresa providenciar um prontuário para cada máquina, objetivando arquivar além dos documentos citados neste artigo, documentos que evidenciam as especificações de qualquer dispositivo de segurança substituído em manutenções preventivas e/ou corretivas. Esta ação garante as especificações do projeto inicial.
Atenção a gestão de treinamentos, é importante elaborar um procedimento interno para esta situação, proibindo a operação de máquinas e equipamentos sem capacitação em qualquer cenário. Acidentes envolvendo estes equipamentos é um dos principais impactos na previdência social, portanto não podemos descuidar.
DOCUMENTOS Este link é para baixar um check list com informações gerais que deverão ser observadas em cada máquina. Importante par termos evidencia das não conformidades de cada máquina.
0 comentários